Initially developed for the manufacture of computer memory discs, this elaborate, multi-step polishing process totally removes the original aluminum surfaces on both sides of the blank, thus eliminating all dips, pits, bubbles, rolling marks and other i mperfections. If not removed such defects would show up, magnified in the lacquer coating surfaces.
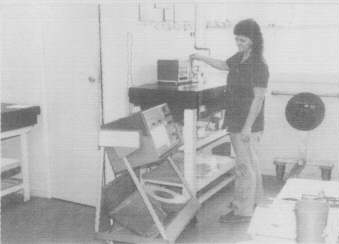
Micropolished substrates are checked for flatness and thickness uniformity.
These new developments in aluminum and lacquer formulations allow us to exercise complete control over the critical raw materials, thus minimizing the major difficulties experienced in the manufacturing of lacquer masters.
Innovators in the lacquer formulation for the Apollo master have resulted in a number of significant improvements in performance

The Apollo Formulation is highly filtered in stainless steel housings to remove any particles.
This is particularly true when manufacturing lacquer masters. To produce consistently superior masters, all manufacturing processes must be scrupulously and continuously controlled. The operations must be performed in well-equipped facilities with hig hly trained personnel.
Apollo's new factory in Banning is ideally suited to produce such masters. Is the most modern and sophisticated of its type in the world.
Take, for instance, the control of air cleanliness. The air is ac clean as, of cleaned than the medical, microchip or computer-disc industries. All workers wear class 100 clean room uniforms which cover them from head to foot. The work areas are ente red only through air locks to eliminate room pressure fluctuations and debris infiltration. All this is done to assure absolute cleanliness of the aluminum and lacquer surfaces.
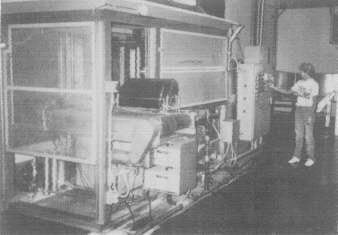
Before coating, the aluminum blanks are washed in ultrasonic cleaners.
After polishing, the aluminum blanks are washed in special ultrasonic cleaners to render them totally free from oils and other residues.
The degree of blending and filtering that the lacquer formulation undergoes and the resulting smoothness and consistency are amazing. The aluminum and the lacquer finally come together in the coating room. There, the automatic coaters perform the crit ical step of depositing a perfectly even layer of lacquer on the aluminum blank.
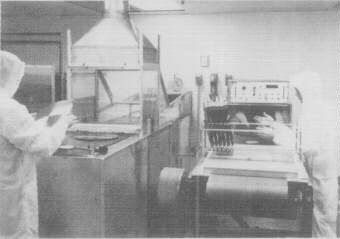
Class 100 clean air is used in the coating room. All personnel must wear special uniforms which cover them from head to foot. This is necessary to assure absolute surface cleanliness.
Even the apparently simple drying and curing process is an example of modern control systems. Throughout the process, all the parameters are continuously monitored by automatic sensing equipment and by quality control technicians.
All masters are 100% visually inspected to assure the absence of any imperfections in the cutting area. Only the surfaces which meet such criteria are accepted for Apollo masters. Those which do nor are rejected. The accepted lacquers are then indivi dually coded identify the manufacturing date, as well as other information about the process and materials.

High powered microscopes equipped with video cameras aid in determining such things as stylus life, accurately analyzing visual defects, etc. In addition to displaying the results on a color monitor, video tape recordings are made for further study.
The meticulous attention and concentration on the smallest details ensures that the highest quality discs possible are manufactured in our new Banning plant.

Selected lacquers are cut with a variety of test signals and are processed to the mother stage. They are then compared against the performance properties of the original lacquers.
Even the lacquers which have been released to inventory are periodically sampled to check the effects of storage and aging. In addition, environment tests are performed to determine the effects of temperature, shipping, and packaging. Continuous conta cts with customers give us a source of additional feedback on the day to day performance of our lacquers.
| Recording | |
| Cutting lathe/head | Neumann VMS 70/SX74 |
| Cutting stylus | Adamant NSH-2 |
| Playback | |
| Turntable | Technics SL-1100 |
| Cartridge/stylus | Shure SC39ED/SS39ED |
| Stylus force | 1 gram |
| Preamplifier | Custom, Capitol Records |
| Noise meter | DBX 81 |
| Product # | Description | Diameter Inches | (mm) |
|---|---|---|---|
| 01-14-202 | 14" Apollo masters | 14 | (355.6) |
| 01-12-202 | 12" Apollo masters | 12 | (304.8) |
| 01-10-202 | 10" Apollo masters | 10 | (254) |
| Thickness and tolerances Inches | (mm) | |
|---|---|---|
| Aluminum base | 0.036+-0.002 | (0.914+-0.05) |
| Lacquer coating1 | 0.007+-0.0005 | (0.178+-0.0127) |
| Overall thickness | 0.050+-0.004 | (1.27+-0.1) |
| Incehs | (mm) |
|---|---|
| 0.286+-0.001 | (7.26+-0.025) |
The other side although frequently cuttable may have physical defects.
| Reference level (0 dB) | 1000Hz at 3.54cm/sec. left channel |
| Heater current/power | 0.45 Amperes/2.025 Watts |
| Groove width, no modulation | 2.5 mils (0.064 mm) |
| Diameter for noise reading | 10 inches (254 mm) 8 inches (203 mm) for 10" masters |
| RIAA equalization, record | On |
| RIAA equalization, play | Off |
| Master storage | |
Tempature | 70+-10 degrees F (21+-5.5 degrees C) |
Humidity | 50+-20% |
| Shipping of uncut masters | Not to exceed 110 degrees F (43 degrees C) |
| Shipping of cut masters | 70+-10 degrees F (21+-5.5 degrees C) |
| Maximum time between cutting and plating | As short as possible. Optimum results if under 72 hours |